


Ultrasonic Testing Services in Bangalore, India
NABL ISO17025 Accredited UT Lab | ASNT & ISO9712 Certified NDT Engineers
Experts in UT of Welds, Castings, Forgings, Plates, Composites | Serving 1500+ Customers Since 2001

Why Choose Trinity NDT for Ultrasonic Testing?
Trinity NDT provides reliable ultrasonic testing services throughout Bangalore and across India. Our NABL accredited laboratory in Peenya operates under ISO 17025 standards, ensuring you receive internationally recognized quality in every inspection. Since 2001, over 1500 customers have trusted our expertise for their critical testing requirements.
Certified Excellence You Can Trust – Our inspection team holds certifications from both ASNT and ISO 9712, the gold standards in non-destructive testing. What really sets us apart is having in-house ASNT Level III experts who personally select the right methodology and technique for your specific application. This isn't just about meeting requirements—it's about getting accurate results that help you make informed decisions.
Flexible Testing Options – Whether you need precision lab testing or require our team at your facility, we've got you covered. Our 4th Phase Peenya location is easily accessible for customers throughout Bangalore, and our mobile units serve clients across Hosur, Mysore, and beyond. We come to you with the same equipment and expertise you'd get at our lab.
Approved Procedures and Calibrated Equipment – Every inspection we perform follows approved NDT procedures, and our equipment undergoes regular calibration to maintain accuracy. When you're making critical decisions about material integrity, you need data you can rely on—that's what we deliver.
Comprehensive Material Coverage
Ultrasonic testing stands out as one of the most effective NDT methods for detecting internal flaws that aren't visible to the eye. While many think of it purely for metal inspection, our capabilities extend far beyond that. We routinely test metals, non-metals, composites, ceramics, glass, granite, and various plastics. If you're working with a material and need to know what's happening beneath the surface, chances are we can inspect it.
Our digital ultrasonic equipment, combined with appropriate probes and calibration blocks, detects manufacturing defects before they become failures. We maintain special high-temperature probes for boiler and heat exchanger inspections, and specialized equipment for dry scan inspection of composite materials—eliminating the need for messy couplants while maintaining detection sensitivity.
Our Core Ultrasonic Testing Services
Flaw Detection on Castings and Forgings

Ultrasonic inspection has proven itself as a reliable NDT method for detecting internal flaws in castings across a wide range of materials. Whether you're working with steel castings, aluminum components, or magnesium alloy parts, UT effectively identifies porosity, inclusions, and shrinkage defects. The technique works equally well on castings in as-cast condition or after heat treatment, making it valuable for process control throughout your manufacturing cycle.
We perform casting inspections per ASTM E709 and forging evaluations per ASTM A388, giving you confidence in your manufacturing process. Manufacturing defects like porosity, inclusions, or shrinkage can compromise component integrity—our testing catches these issues before they become failures.
Expert Weld Inspection Services
Welding quality can make or break structural integrity, especially in pressure vessels, pipelines, and structural components. Our onsite inspection teams are fully competent to perform weld evaluations as per ASME Section V and AWS codes. Whether you're working with carbon steel, stainless steel, or exotic alloys, we verify your welds meet specification requirements.
Our technicians have extensive experience performing tests under third party inspection. Shear wave, angle beam ultrasonic scanning can detect lack of fusion, lack of penetration, slag and deep lying flaws. We calculate skip distance and beam path distance, perform, record, interpret and evaluate the welds for acceptance. Our ASNT Level III personnel approve all results, which is why customers and third party agencies prefer us for weld ultrasonic inspection expertise.
Welding is a process of joining metals permanently using heat and/or pressure. Of the five types of weld joints per AWS standards, butt weld joints are most suitable for ultrasonic testing, whereas others are less effective to perform the testing. All welds and surfaces up to probe travel distance (called skip distance) are cleaned to enable smooth probe travel on the base metal surface.
Digital Thickness Gauging for Corrosion Assessment

When measuring wall thickness becomes critical—and let's be honest, it always is for pressure-retaining equipment—Digital Ultrasonic Thickness Gauging (UTG) delivers exceptional precision. Over the past two decades, UTG has become the standard method for thickness measurement on chimneys, boiler pipes, tubes, tanks, and pressure vessels, replacing older mechanical techniques that simply couldn't match its accuracy.
The precision is remarkable: measurements accurate to 0.001mm. That level of detail means you're making maintenance decisions based on real data, not estimates. When you're calculating remaining service life or determining if equipment can continue operating safely, that accuracy matters enormously.
Operating equipment experiences material loss over time due to corrosion, erosion, or other degradation mechanisms. Our thickness gauging services provide accurate remaining thickness measurements. This data is essential for fitness-for-service evaluations and helps you schedule maintenance before problems develop. Beyond manufacturing inspections, ultrasonic testing plays a critical role in maintaining operating equipment—we detect fatigue cracks that develop during service, measure remaining wall thickness to assess material loss, and estimate corrosion damage severity.
Notably, UT probes are not limited to room temperature applications. We maintain specialized probes for high-temperature scenarios, such as boiler and heat exchanger tube inspections during in-service maintenance. These probes are complemented by special high-temperature couplants like silicone grease, which are suitable for elevated temperature environments.
Steel Plate Testing
Large plate materials require thorough inspection before fabrication. We conduct plate testing per ASTM E435, E577, and E578 standards, ensuring your raw materials meet quality specifications before you invest time and resources into manufacturing. Our reference blocks and calibration standards meet AWS, API, and ISO requirements, providing traceable and defensible inspection results.
Aerospace Composite Material Inspection

Advanced composites require specialized inspection approaches. Our facility features equipment specifically designed for dry scan inspection of composite materials, eliminating the need for messy couplants while maintaining detection sensitivity. This is particularly valuable for aerospace and automotive applications where composite integrity is non-negotiable.
Ultrasonic inspection of aerospace materials is vital for ensuring safety of structures. Aluminum, magnesium and titanium components are tested using ultrasonics to detect internal flaws. Our Level II technicians are trained to perform inspection of aerospace composite materials and metallic structures, with dry scan ultrasonic inspection being the preferred method for testing composites.
Special equipment is used for UT testing of composites. Ultrasonic waves can penetrate and can even find presence of foreign materials. The common defects found are delaminations, voids, inclusions and cracks. Through transmission technique is a proven choice for scanning of aerospace composites. We maintain a range of calibration samples made of composites with artificial flaws to properly set the UT equipment.
For aerospace customers working with aluminum and magnesium components, our inspectors bring specialized experience with aerospace standards and specifications. These materials behave differently than steel, and inspection techniques need adjustment accordingly—our team understands those nuances.
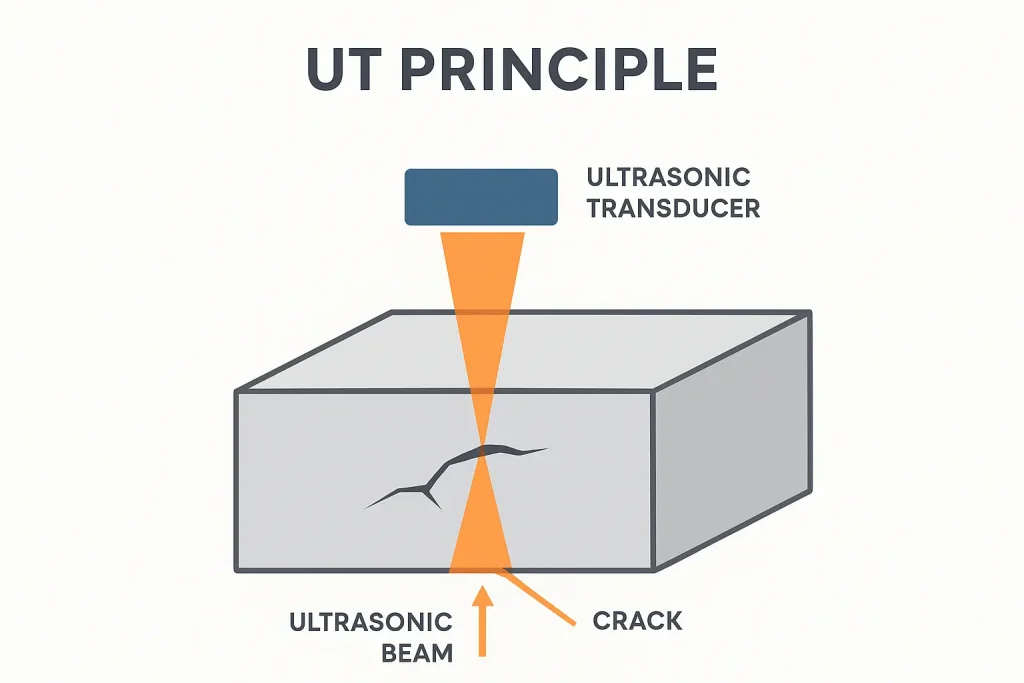
Understanding Ultrasonic Testing Limitations
No inspection method is perfect, and it's important to understand where ultrasonic testing has limitations. The technique may not detect cracks and flaws that run parallel to the ultrasonic beam, particularly those originating from or very near the surface. The physics simply doesn't favor detection of planar defects oriented parallel to the sound wave direction.
For surface-breaking cracks and near-surface defects, you need different approaches. Dye Penetrant Testing (PT) excels at finding surface-breaking discontinuities on non-magnetic materials. Magnetic Particle Testing (MT) is ideal for detecting surface and slightly subsurface flaws in ferromagnetic materials. Eddy Current Testing (ET) provides excellent sensitivity for surface and near-surface defects in conductive materials.
The Power of Complementary Testing
Best practice in quality assurance involves combining surface and volumetric inspection methods. When you pair surface techniques like PT, MT, or ET with internal inspection methods like UT or Radiographic Testing (RT), you achieve comprehensive flaw detectability that no single method can provide alone.
Think of it as layered defense—surface methods catch what UT might miss near the surface, while ultrasonic testing finds the internal defects that surface methods can't reach. This comprehensive approach delivers the highest level of quality control and gives you confidence that critical defects won't slip through undetected.
Advanced Ultrasonic Technology
The ultrasonic testing field has evolved dramatically from the basic single-probe and through-transmission techniques of years past. Modern advanced methods like Phased Array UT (PAUT) and Time of Flight Diffraction (TOFD) employ multiple crystal elements to provide detailed imaging and precise defect sizing. These techniques have become industry standards for critical applications where basic UT simply doesn't provide enough information.
Our investment in advanced NDT equipment means you get access to the latest technology without having to purchase and maintain it yourself. When codes or specifications call for phased array or TOFD, we're ready to deliver those services with the same reliability and accuracy you expect from our conventional testing.
NABL ISO17025:2017 Accredited Services
At our Ultrasonic Testing Center, we pride ourselves on being a NABL accredited lab. You can easily access the scope of our accreditation for a comprehensive overview of our NDT services. Our capabilities extend to providing dry scan UT testing specifically designed for aerospace composite materials.
The quality of our ultrasonic testing services is contingent upon both the quality of our equipment and the expertise of our inspectors. Our lab boasts a complete range of cutting-edge equipment, probes, cables, and calibration blocks. We exclusively utilize equipment that adheres to international standards, including ASME, ASTM, and ISO. Furthermore, we employ advanced techniques such as Distance Amplitude Correction (DAC) and Distance, Gain, Size (DGS) for accurate flaw sizing.
NABL ISO17025:2017 Accreditation
Permanent and onsite facility accreditation ensuring international-level quality
Advanced Equipment
UT equipment with DGS, AVG, AWS flaw sizing capabilities for welds
High Temperature Probes
Range of specialized probes for boiler and high-temperature applications
Certified Technicians
NDT Level II inspectors certified to ASNT SNT TC 1A and ISO9712
Experienced UT Level II & ASNT Level III Experts
Quality of ultrasonic services depends on the skills of UT technicians. At Trinity NDT, we employ experienced NDT Level II inspectors. The labs are monitored by in-house ASNT NDT Level III experts for quality assurance. For each testing project, the NDT Level III reviews the technique and guides the inspectors in applying suitable ultrasonic testing procedures. Every inspector undergoes adequate on-the-job training at Trinity Institute of NDT Technology.
Our ultrasonic testing inspectors have exposure to testing critical welds. Normal beam probes are used for base metal inspection, and angle beams are used for weld scanning. Side Drilled Holes (SDH) blocks help to draw DAC for angle beam calibration. You can rely on our services for inspection of weld joints, plates, castings and forgings.
You can also use our NDT Level III consulting services for tasks such as preparing ultrasonic test procedures tailored to your specific requirements.
IBR Approved Services for Boilers
We are an approved Ultrasonic Inspection services company as per IBR (Indian Boiler Regulations) from the Inspector of Boilers, Karnataka. This approval covers testing of boiler drums, tubes and components. We also provide WPS Welder Qualification services with IBR Boiler Inspector approved documents.
Independent UT Service Labs Serving 1500+ Customers
Trinity NDT operates as an independent NDT agency for ultrasonic testing in Bangalore, with services extending across India. Based on request, we extend services to casting foundries and manufacturing facilities. Our UT Level 2 inspectors are strategically stationed to provide quick services near your location.
We maintain portable A-scan UT equipment for onsite testing. B-scan provides cross-sectional views and C-scan offers plan view imaging. Our techniques include normal beam and angle beam methods. We have specialized facilities for dry scan ultrasonic testing for inspection of aerospace composites.
Ultrasonic inspection of stainless steel presents unique challenges due to coarse grains and heterogeneous structure. We use probes with low frequency and larger diameter specifically designed to test stainless steels. Our services team includes inspectors with extensive experience in UT testing of stainless steel components.
To ensure reliable test results, equipment is calibrated on a daily basis. Our in-house NDT Level III approves and checks calibration status, procedures and acceptance criteria. We can perform UT testing as per customer-specific UT procedures or industry standard specifications.
Serving Bangalore's Industrial Corridor
Located in the 4th Phase of Peenya Industrial Area, we're positioned right in the heart of Bangalore's manufacturing hub. Whether you're in aerospace, automotive, power generation, general engineering, or any industry that relies on material integrity, our location makes it convenient to drop off samples or have our team visit your facility.
Our service area extends throughout Karnataka, covering Bangalore, Hosur, Mysore, and surrounding regions. For projects requiring extended onsite presence, we coordinate with your operations team to minimize disruption while ensuring thorough inspection coverage.
Applications of Ultrasonic Testing
In terms of safety and cost-effectiveness, UT testing is gradually supplanting Radiography or X-ray for weld inspections, providing a more efficient and reliable alternative to RT.
It's important to note that while humans can hear sounds in the range of 20Hz to 20KHz, UT testing employs high-frequency sound waves exceeding 20,000 Hz. Mechanical applications typically operate within the frequency range of 0.5MHz to 10MHz, while aerospace and other critical applications may require frequencies ranging from 10MHz to 25MHz. The choice of frequency depends on the desired sensitivity and the need to detect smaller flaws, with higher frequencies enabling finer flaw detection.
Though there are many applications that use ultrasonic principles, flaw detection and thickness gauging are most prominent. Ultrasonic principles also have applications in cleaning, welding and material testing using high frequency probes. Key applications include:
- Castings to detect shrinkage and internal defects
- Forgings and plates for manufacturing quality control
- Weld joints for structural integrity verification
- Oil and gas pipelines for safety assurance
- Tanks and pressure vessels for containment integrity
- In-service inspection of plants and structures
- Wall thickness measurement using Digital Ultrasonic Gauge for corrosion monitoring
Flaws may be present in raw materials, may result from fabrication and heat treatment processes, or may occur in service from fatigue, corrosion or other degradation mechanisms.
Advantages of Ultrasonic Testing
- Detects internal defects with high sensitivity
- Measures depth of flaws accurately
- Accurate flaw sizing capabilities
- One-side access using pulse echo technique
- Pre-cleaning not as critical as for other methods
- Suitable for metals and non-metals
- High speed of testing, fits for automation
- No safety hazards like radiation exposure
- Versatile beyond just flaw detection
- Portable equipment available for onsite inspections
International Codes and Standards
Ultrasonic testing codes and standards commonly used at our center include the following. Customers can choose any based on their specific requirements. You can also use our ASNT Level III consultant services for establishing UT procedures and acceptance standards:
- ASTM E 114 for Straight Beam UT testing
- ASME Section V – Nondestructive Evaluation
- ASTM A388 – Ultrasonic inspection of Heavy steel forgings
- ASTM A609 – UT testing of Castings
- AWS D1.1 – Structural Welding code, Steel
- ASTM E435 – Ultrasonic testing of steel plates using straight beam examination
- ASTM A577 – UT testing of plates for special applications
- AWS D1.2 – Structural Welding Code, Aluminum
- ASTM A578 – Angle beam Ultrasonic testing of steel plates
- ISO 11666 – Ultrasonic testing – Acceptance levels
- ISO 17640 – Nondestructive testing of Welds
Ready to Get Started?
Experience our fastest ultrasonic testing services in Bangalore today. If you're seeking professional UT inspection services in Bangalore, Hosur, or Mysore, Trinity NDT Labs brings the expertise, equipment, and comprehensive approach your projects deserve. Have questions about which testing methods are right for your specific application?
Request your free quotation on WhatsApp now or call us for instant assistance.
NDT Training Programs
Are you looking for Level 2 or Level 1 certification in Ultrasonic testing or Ultrasonic thickness gauging training courses? Register online for our next program. Our courses are offered as per ASNT SNT TC 1A and ISO9712 schemes. Trinity Institute of NDT Technology provides comprehensive training with experienced ASNT NDT Level III trainers.
Download Resources: Free sample ultrasonic inspection procedure available for download. Access our NABL ISO17025:2017 certificate and scope documents to gain valuable insights into our commitment to quality and precision.
Our Other NDT Services
In addition to ultrasonic testing, we offer comprehensive NDT services including:
- Liquid Penetrant Testing (PT/FPI) for surface crack detection
- Magnetic Particle Testing (MPI) for ferromagnetic materials
- Eddy Current Testing (ET) for conductive materials
- Radiographic Testing (X-ray) for volumetric inspection
- Advanced NDT services including PAUT and TOFD
How to Contact and Get a Quote
It's simple—just send a quick WhatsApp message. Our technical teams are fast and responsive because we understand your urgency. Our ultrasonic testing services team is led by a Technical Manager and ASNT Level III experts.
All you need to do is send us your request. Forward details like component drawing, size, material, quantity, and the standard or specification if any. Our response to your queries is lightning fast. Join our 1500+ satisfied customers across India who trust Trinity NDT for their ultrasonic testing requirements.
Trinity NDT – Your Trusted Partner for Reliable Ultrasonic Testing Services Since 2001
Located at 4th Phase, Peenya Industrial Area, Bangalore | Serving Bangalore, Hosur, Mysore & across India