
Eddy Current Testing Services in Bangalore. NABL Lab.
Crack Testing, Material Sorting. Heat Exchanger Tubes Eddy Current Inspection.
ISO17025:2017 Accredited. Serving 1500+ Customers in India.
Eddy Current testing Services in Bangalore. NABL accredited lab in India. Experts in Crack detection, Sorting. Heat Exchanger, Boiler Tube Inspection.
Trinity NDT provides ‘Eddy Current Testing services’ in Bangalore. An NABL accredited lab. Specialized centre for aerospace NDT. Crack detection, material sorting experts. In-service, tube thickness testing of heat exchanger tubes using eddy current techniques. Facility for measuring electrical conductivity in %IACS. A leading company for NDT services in Peenya Industrial Area. Serving 1500+ clients across India. Onsite services in Hosur, Mysuru using portable equipment. ASNT Level III consultancy to establish eddy current procedures. Techniques, training of inspectors for Level I, II certification.
Eddy current testing, a reliable method for finding surface, subsurface cracks. For non-ferrous metals such as Aluminium, Stainless steel, Brass, Titanium. Through suitable even for ferrous metals, magnetic particle inspection fares better. Cost effective method for using any conducting material. Surface coil type probes to using internal bobbin coils for tube inspection, we have complete range of probes.
Our Eddy current Level II technicians perform crack inspection. Material sorting based on chemistry, hardness variation. Checks heat treatment condition. Established procedures for material mix-up sorting, measuring wall thickness, in-service inspection tubes, pipes for corrosion. ASNT Level III in-house for assuring use of right equipment, procedures. Labs accredited to ISO17025:2017, assures confidence in our test results. Recognized lab worldwide.
If you are looking to out source your Eddy current testing service, contact us. Call/WhatsApp now on +91 98441 29439 to experience our award winning services.
Reliable Lab for Eddy Current Testing Services in Bangalore, Karnataka. Serves Entire India.
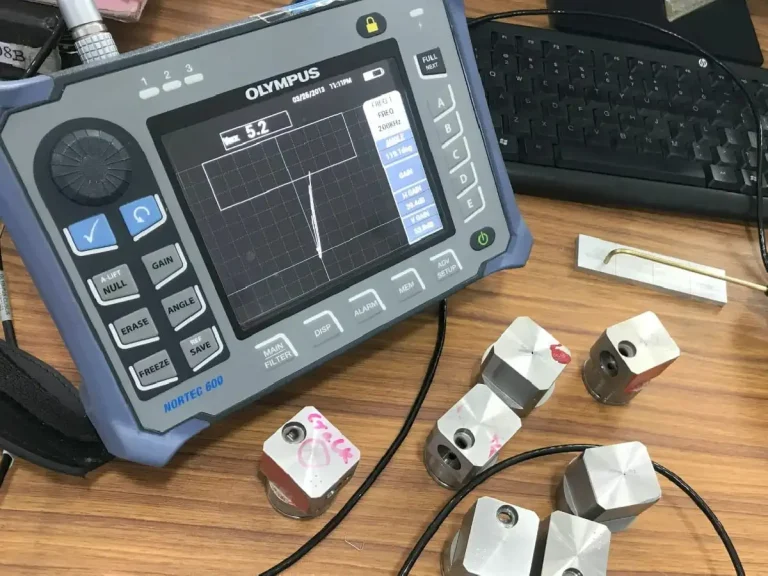
‘Trinity NDT WeldSolutions Pvt. Ltd – Testing Lab‘ in Bangalore, offers a range of Eddy current testing services. Crack detection using surface probes to tube inspection using bobbin probes, we are fully equipped to serve you. Advanced ‘Olympus’ make equipment, coils. Accredited from NABL, Delhi for in-lab, onsite testing.
Send us your request now on WhatsApp. Call us on +919844129439 for Eddy current testing services in Bangalore.


Eddy current testing – an NDT method that detects surface, subsurface flaws in conductive materials. We serve, general engineering, Aerospace critical crack inspections. Our expertise includes pre-service, In-service testing for fatigue cracks. Equipped to test Heat exchanger tubes using Bobbin coils in Oil, Gas refineries, power plants. Real time non-contact wall thickness testing for estimating extent of corrosion wall loss. Material sorting, mixing, paint thickness inspection.
We offer measurement of coating thickness using eddy current testing. Inspection of heat exchanger tubes made of copper alloys.
Eddy current testing method assesses the quality of welds. Special probes available to use on critical welded joints. Stainless steel (SS), Titanium, Magnesium, Alumininum welds can effectively be tested for fine cracks, porosity. In-service inspection of SS welds using the technique yields best results.
Surface Crack Detection using
Eddy Current Vs Magnetic Particle testing


Crack detection methods on ferrous materials like iron, nickel, and cobalt-based alloys are simple. Magnetic particle inspection effectively detects cracks in all ferromagnetic materials. For non-ferrous metals, Eddy current testing emerges as a valuable NDT technique. Detects cracks up to 3-5mm based on frequency, conductivity, permeability, of material.
Eddy current testing can be performed without the need for direct contact. Crack detectors taken precedence in various fields. Rapidly replacing magnetic particle testing where precision, speed are of utmost importance. Consider railway track inspection at steel plants. Eddy current machines adeptly uncover cracks. The non-contact nature, swift inspections, surpassing the capabilities of ultrasonic testing without requiring couplant.
Though magnetic particle equipment costs are comparatively less, the cost of eddy current inspection is minimal. Possibility for fully automating the process has direct effect on productivity, economy. Eddy current testing offers speeds that surpasses other NDT techniques. Thickness gauging of pipes, tubes, while in hot condition are possible using non-contact probes. The only limiting factor is higher level of operator skill for performing the test, evaluation of signals.
Overall, in summary, MPT testing suits for ferromagnetic materials much better. For non-ferrous, we recommend eddy current testing for speed and accuracy combined with economy. We offer finest NDT solutions on both MPT and ECT from our NABL accredited labs in Bangalore. Contact us with your challenge today.
Depth of Penetration in Eddy Current Inspection
Similar to Ultrasonic Testing (UT), our method offers accurate crack depth detection. The depth of crack identification in Eddy Current relies on material conductivity, frequency. Higher material conductivity or higher permeability leads to shallower penetration. Mainly limiting currents to surfaces. Less conductive materials allow the detection of deeper cracks. The depth of detection reaches three times the skin depth.
Typically eddy currents penetrate up to a maximum depth of 3-5mm. For ferrous metals depth of penetration is quite less. May be not even 1mm. In practice, to enhance penetration in highly conductive, permeable materials we use lower frequencies. Our ASNT Level III eddy current experts can analyse the objective of your testing, provide appropriate solution.
Facility for Solutions to Challenging Applications.
Material Sorting based on Hardness, Heat treatment
Material mix-up is a frequent challenge arising from the diverse range of machined, heat-treated materials. When mix-ups involve variations in chemical composition, traditional methods like wet analysis, PMI testing using XRF are time-consuming, cost-intensive. Here is the solution. Eddy Current offers effective means of sorting based on chemistry, hardness.
Components with varying designs, chemistries, heat treatments, and properties are processed. One of the most prevalent issue is the inadvertent mix-up of different material grades. Mix-ups might encompass variation in chemistry, mechanical properties, or metallurgical structures. Eddy Current sorting emerges as the cost-effective, time-efficient solution. This method is progressively gaining traction in modern manufacturing.
Portable, stationary Eddy Current machines are available, tailored to the sorting volume, speed requirements. Whether it’s manual sorting or automation, machines excel in delivering precise results, Trinity NDT – Labs in Bangalore, provide material sorting solutions, catering to your specific needs. Contact us today specifying your challenge.
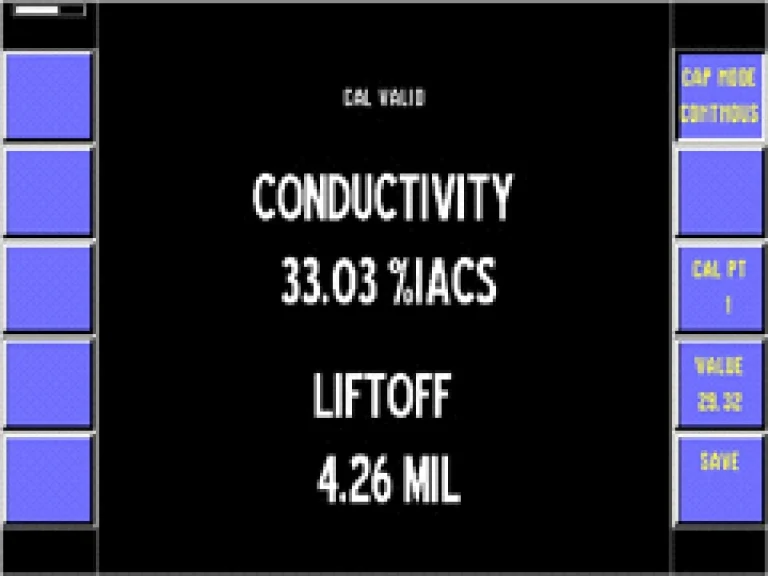
Precise Electrical Conductivity Testing. with Eddy Current Probes at Our Labs in Bangalore.
Electrical conductivity is intricately linked to metal’s purity. Measurement of conductivity provides a means to assess the purity level. We have the finest facility for Eddy current conductivity test using special probes. The unit of measure is % IACS (International Annealed Copper Standard). The precision of these tests hinges on meticulous calibration prior to testing.
Our approach involves the use of NPL calibrated conductivity samples. If you seek precise electrical conductivity values you are at right place, ‘Trinity NDT’ in India.
Equipped with cutting-edge eddy current probes to effectively measure electrical conductivity at our NDT Labs in Bangalore. Contact us today.
Coating Thickness Measurement.
For Conductive, Non-Conductive Coatings

Measuring coating thickness is an aspect for maintaining quality coatings. Applies to scenarios involving conductive coatings on conductive metals or non-conductive coatings on conductive metals. For instance, paint, insulation on pipelines. Nickel, chromium plating on various metals. Eddy current machines offer a effective means of estimating the thickness of such coatings.
The limitation are there should be a notable conductivity variation between the coating and the base material. Despite this limitation, eddy current testing remains an excellent method for assessing coating thickness. Precisely, economically.
At ‘Trinity NDT Labs’ in Bangalore, we possess coating thickness samples that are traceable to national standards. Ensuring the utmost accuracy in our measurements. Equipment that are reliable, produce repeatability in results.
Contact us for your requirement on eddy current coating thickness measurement. Our experts are ready to provide right solutions.
Heat Exchanger Tube Inspection for Corrosion
Corrosion-induced thinning of heat exchanger tubes poses a significant risk. Especially in petroleum refineries, where sudden tube failure can occur. Leveraging the power of dual-frequency eddy current bobbin probes, detection of corrosion damage becomes feasible using eddy current probes. These probes allow for signal suppression in the presence of noise from support plates. Through frequency intermixing.
Prior to eddy current testing, tube inner surfaces needs cleaning. For In-service inspections of heat exchanger tubes, modern eddy current machines have proven to be highly reliable. Detects corrosion-related issues. Our array of modern machines, specialized bobbin probes perfectly suits for monitoring corrosion. Our ASNT Level II technician exposed to variety of test conditions for analysing corrosion inside these tubes onsite. Send us your request today. Our expert will provide reliable NDT solutions.
In-Service Eddy Current Inspection Services in India.
Aircraft, Helicopter Structures, and Bolt Holes.


Eddy Current Testing has become a common practice in in service inspection of aerospace parts. For identifying fatigue cracks in aircraft skins, fastener holes, and turbine components. Possesses the unique ability to penetrate certain surface coatings, thereby minimizing the need for coating removal and restoration.
This efficiency translates to time, cost savings. Need for swift testing is paramount. To address this, high-speed rotating scanners integrated into eddy current machines can rapidly detect cracks in bolt holes, ensuring minimal downtime. Our state-of-the-art NDT labs located in Bengaluru, India. Equipped with advanced eddy current equipment to facilitate comprehensive inspections of aircraft structures on time.
Our eddy current labs specialized for performing in-service inspections. Our NADCAP accredited labs are ready to serve you. Just a WhatsApp messge or a call can connect with us instantly.
A Case Study: Detecting Welded Seams in Square Tubes - How Eddy Current Testing Prevents Supplier Fraud


The Challenge
Distinguishing between seamless and welded square tubes poses a critical challenge for industries where material integrity is non-negotiable. When suppliers falsely claim to provide seamless tubes while delivering welded or seamed alternatives, the consequences can range from structural failures to costly project delays.
Traditional visual inspection methods often fail to detect concealed longitudinal welds in square tubes, especially when welds are ground flush or hidden within the tube geometry. Trinity NDT’s ASNT Level 3 experts recently tackled this exact challenge, successfully identifying welded joints in square tubes that were misrepresented as seamless—protecting our client from potential quality and safety issues.
The Solution - Eddy Current Testing
Our team deployed advanced eddy current testing (ECT) technology to definitively identify the presence of welded seams in square tubes. Eddy current testing works by inducing electromagnetic fields into conductive materials and detecting disruptions caused by material discontinuities, including welds, seams, and joints.
Unlike visual inspection or basic NDT methods such as Dye Penetrant Inspection or Magnetic particle testing, ECT can detect subsurface anomalies and variations in material properties that indicate welding, even when external surfaces appear uniform. This non-destructive testing method proved highly effective for square tube geometries where conventional techniques fall short.
Technical Approach and Results
Trinity NDT‘s certified technicians configured specialized eddy current probes optimized for square tube inspection, carefully calibrating equipment to detect the subtle electromagnetic signature differences between seamless material and welded joints. Through systematic scanning of the tube surfaces, our team successfully mapped the location and extent of longitudinal welds that had been concealed or misrepresented.
The testing was conducted efficiently in our state-of-the-art NDT laboratory facility, providing definitive documentation that enabled our client to challenge their supplier and ensure specification compliance. This case demonstrates our capability to handle complex material verification challenges that protect our clients’ interests.
Industry Applications and Benefits
This seam detection capability is invaluable across multiple industries including oil and gas, petrochemical, power generation, aerospace, and construction—anywhere that seamless tubes are specified for pressure vessels, heat exchangers, structural applications, or critical piping systems.
By partnering with Trinity NDT for eddy current tube testing, manufacturers and end-users can verify supplier claims, ensure material traceability, prevent costly failures, and maintain compliance with engineering specifications. Our testing services provide the evidence needed for quality control, supplier audits, and dispute resolution.
Why Choose Trinity NDT
Trinity NDT combines cutting-edge eddy current testing equipment with deep technical expertise to solve challenging non-destructive testing problems. Our ASNT Level 2 certified technicians have extensive experience in tube and pipe inspection across various geometries and materials.
Whether you need to verify seamless tube authenticity, detect manufacturing defects, or conduct supplier weld qualification testing, our laboratory and field services deliver accurate, reliable results backed by comprehensive reporting.
Contact us today to discuss how our eddy current testing capabilities can protect your projects from material misrepresentation and ensure the quality you specify is the quality you receive.
Price for Eddy Current Testing Services in Bangalore
Price for eddy current testing determined based on objective of inspection. Crack detection, material sorting, paint thickness, corrosion of heat exhanger tubes. We estimate the cost of service based on component size, probe, testing location and specification.
Our Eddy Current testing services in Bangalore starts at Rs.750/- plus gst. Send your request for specific quote with following details on WhatsApp +91 98441 29439
- Part size/drawing,
- Material
- Purpose of testing
- Quantity
- Specification/special client requirements, if any
- Your name and Organization
Our Other NDT Services
Basics of Eddy Current Testing
What is the cost of Eddy current testing?
When considering the cost of eddy current testing, several factors come into play. The complexity of the inspection, the size and geometry of the component being tested, and the equipment required for the specific task are all factors that influence the overall cost.
Our charges for Eddy Current Testing in Bangalore starts from Rs.750/-* based on component size, inspection objective, quantity and specification. We work out the optimum cost for our customers on case to case basis.
To accurately determine the cost for your specific project, it’s recommended to consult with experienced NDT professionals who can assess your requirements and provide a tailored cost estimate. Keep in mind that while the initial cost may be a consideration, the benefits of ensuring the structural integrity and safety of critical components can far outweigh the investment.
At Trinity NDT, we specialize in providing reliable and cost-effective NDT services. Our team of experts can guide you through the process and offer transparent pricing based on your unique needs. Contact us today to learn more about how eddy current testing can benefit your industry while fitting within your budget.
NABL Accredited Eddy Current Testing Labs in Bangalore
NABL, based in Delhi, an organization that accredits testing laboratories as per ISO17025. Our Eddy Current Testing (ECT) labs hold accreditation for eddy current testing. Download NABL Certificate, scope of our NABL accreditation.
At ‘Trinity NDT,’ we specialize in providing dependable inspection services tailored to your specific Eddy current testing requirements. Our skilled NDT Level II Inspectors are well-prepared to conduct testing both in-house and on-site. Operating under the guidance of ASNT Level III experts to ensure the highest quality inspections.
We extend ASNT NDT Eddy current testing ET Level III services. Assisting with procedure preparation, approval. Contact us today to discuss your testing needs, get a quote, or schedule a consultation. Our team is here to provide you with accurate and efficient NDT testing solutions.
Training, Certification on Eddy Current testing.
Learn from ASNT certified Experts.
Unlock the best training opportunities for Eddy Current (ET) Level I and II certification with us. Our courses adhere to the ASNT SNT TC 1A standards, ensuring quality education. Training takes place at our state-of-the-art center in Bangalore, India, where we provide comprehensive training. We are flexible, offering the same valuable training at your location upon request. For detailed information, get in touch with our dedicated training department today.
Explore eligibility criteria, NDT Level II training schedules, and effortlessly register for courses online. Elevate your skills and expertise with our specialized Eddy current training programs. Find more about Eligibility Criteria, NDT Level II training schedule and Register for course online.
Free Eddy Current Test Procedures Report Formats
Seeking complimentary eddy current test procedures or report formats? Look no further. We provide valuable NDT procedures and test report formats, available for free in downloadable PDFs.
Access and download our assortment of Eddy current testing pdf procedures and test report formats with ease.
Know more about Eddy Current Testing
Principle
When a test conducting object is brought close to the AC field of test coil, flux causes electrons to circulate in a swirling eddy-like pattern in the object; thus the term ‘eddy currents’. In other words, eddy current behavior depends on the properties of both the flux and the object itself. Therefore, eddy currents are circular AC currents caused by a varying magnetic field. It works on the principle of ‘EM induction’. If there is a change in current flow path, that will provide an indication on screen.
How Eddy Current Testing works?
In Eddy current testing, the test component is placed in a varying magnetic field of a coil carrying Alternating Current(AC). The AC magnetic field (primary) induces eddy currents in the test component. The eddy currents, in turn, produce an secondary magnetic field. As per Lenz’s law, this secondary magnetic field opposes the primary magnetic field which caused it to produce. Finally, by scanning and measuring the changes in impedance in an area of test object, cracks and material properties can be evaluated.
Limitations
Eddy Current testing is only suitable for electrically conducting materials such as Aluminium, Steel, Brass, Bronze, Gold etc., Testing is not possible on wood, plastics, glass and other non conducting materials. It is one of the major limitation in this NDT method.
Also, Alternating currents (AC) can only be used to generate and perform inspection. Because, to generate eddy currents, changing magnetic field is needed.
Maximum Depth of Penetration
Eddy current has skin effect, there the maximum depth of penetration is limited to three skin depths only. Beyond that current density deminishes rapidly thus reducing crack detectability exponentially. Can detect flaws up to maximum 3-4mm based on conductivity and permeability of the material.
Want to learn more about Eddy Current testing & Join our ET Level 1, 2 training Course today? Contact us for information on courses eligibility, fee structure and training schedules.
FAQ About Our Eddy Current testing Services
Yes, eddy current testing is highly effective at detecting hidden welds, even when they’ve been ground smooth or concealed beneath surface coatings. The technique works by inducing electromagnetic fields into the metal and monitoring how these fields interact with the material. Welded areas have different electrical conductivity and magnetic properties compared to the base metal, which creates distinct signals that our equipment picks up.
At Trinity NDT, we’ve successfully identified longitudinal welds in square tubes that were invisible to the naked eye and misrepresented as seamless by suppliers. This makes eddy current testing an invaluable tool for quality control and supplier verification when material integrity is critical.
We verify seamless tubes through advanced eddy current testing combined with careful material analysis. Our certified technicians use specialized probes that scan the entire tube surface, looking for the characteristic electromagnetic signatures that indicate welding or seams. Seamless tubes show uniform electrical properties throughout, while welded tubes exhibit disruptions in the electromagnetic field at the weld location.
We calibrate our equipment specifically for the tube material and geometry you’re testing, then systematically scan to map any anomalies. The process is non-destructive, relatively quick, and provides definitive documentation that proves whether tubes are truly seamless or contain hidden welds. This verification is essential for industries like oil and gas, aerospace, and power generation where seamless specifications exist for safety and performance reasons.
Seamless tubes are manufactured from a solid billet of metal that’s pierced and drawn into shape without any joints, while welded tubes are formed by rolling flat metal and joining the edges through welding. The difference matters significantly for high-pressure, high-temperature, or critical structural applications. Seamless tubes typically offer superior strength, uniform wall thickness, and better resistance to failure because they lack a weld seam—the weakest point in welded tubes.
In applications like pressure vessels, heat exchangers, or hydraulic systems, using welded tubes when seamless are specified can lead to catastrophic failures, leaks, or shortened service life. Unfortunately, some suppliers misrepresent welded tubes as seamless to command higher prices or meet specifications they can’t actually fulfill. That’s where Trinity NDT’s verification testing protects your investment and safety.
The testing time depends on the number of tubes, their length, and diameter, but eddy current testing is generally one of the faster NDT methods available. For a typical square tube inspection to detect welds or seams, we can often complete the examination in minutes per tube once equipment is calibrated. A batch of tubes can usually be tested within a few hours to a day in our laboratory.
The speed advantage comes from eddy current testing being a surface and near-surface technique that doesn’t require extensive preparation like some other methods. You’ll receive a comprehensive report documenting our findings, including the location of any welds detected, which gives you the evidence needed for supplier discussions or quality assurance documentation.
Absolutely. Eddy current testing is a proven, industry-standard non-destructive testing method that’s widely accepted for material verification and quality control. At Trinity NDT, our technicians are ASNT-certified and follow established testing protocols that ensure accuracy and repeatability. The electromagnetic principles behind eddy current testing are well-understood and scientifically sound—the technique reliably detects material property changes that indicate welding.
We provide detailed reports with clear documentation of our findings, including equipment calibration records and testing parameters. This level of documentation has been successfully used by our clients in supplier negotiations, warranty claims, and quality audits. When material specifications matter, eddy current testing provides the objective evidence you need to verify you’re getting what you paid for.
Trinity NDT offers both laboratory and field testing services for tube verification. Our portable eddy current equipment allows us to conduct on-site inspections at your facility, supplier location, or project site when needed. However, laboratory testing often provides more controlled conditions, better access to the full range of our equipment, and the ability to handle larger inspection volumes efficiently.
For the square tube seam detection case study we completed, testing was performed in our laboratory where we could optimize probe configuration and calibration. We’re happy to discuss your specific situation and recommend whether lab or field testing makes more sense based on factors like tube quantity, location, timeline, and project requirements. Contact us to discuss the best approach for your tube verification needs.