
Magnetic Particle Testing Services in Bangalore
NABL ISO 17025 Accredited Lab | ASNT Level III & NADCAP Aerospace Specialized Lab
Fastest crack detection for welds, castings, forgings & aerospace components. Onsite MPT testing across India with same-day reports. Trusted by 1500+ clients since 2001.
WhatsApp Quote Now View ServicesWhy Choose Trinity NDT for Magnetic Particle Testing?
Onsite MPT Testing
- Peenya, Bangalore – 2hr response
- Hosur, Mysore – Same day service
- No shutdown required
- Portable yokes & prods
NABL Accredited Lab Testing
- ISO 17025 certified results
- 6000A bench units – Peenya Lab
- Fluorescent & non-fluorescent
- ASTM E1444 aerospace compliance
Local Case Study: 2024 A Customer Peenya Project – Detected 500+ critical cracks before assembly, saving ₹10 crore in Bangalore aerospace manufacturing.
MPT Testing Applications – Bangalore Industry Solutions
Weld Crack Detection
Peenya fabrication shops – AWS D1.1 inspection for pressure vessels, pipelines.
Casting & Forging Inspection
Bommasandra foundries – Steel castings, aluminum forgings verification.
Aerospace Component Testing
HAL/NAL Bangalore – NADCAP fluorescent MPT for engine parts, fasteners.
In-Service Equipment Inspection
Whitefield IT parks, Electronic City – Fatigue crack detection in machinery.
Fastener & Bolt Verification
Bangalore automotive OEMs – Batch testing of structural bolts.
Demagnetization Services
Peenya aerospace assembly – <3 gauss certification.
Advanced MPT Equipment & Techniques
Techniques Available
- Electromagnetic Yoke (AC/DC)
- Prod Technique (HWDC)
- Head/Coil Shot
- Cable Wrap
- Central Conductor
- Permanent Magnet
Current Types
- AC – Surface cracks
- HWDC – Subsurface detection
- FWDC – Deep penetration
- Max Capacity: 6000A
Standards Compliance: ASTM E709, ASTM E1444, ISO 9934, AWS D1.1, API 1104, NAS410
Service Areas – Fast Response Across India
Bangalore & Karnataka
- Peenya (2hrs)
- Hosur (2hrs)
- Mysore (3hrs)
- Tumkur (1.5hrs)
PAN India Coverage
- Chennai (6hrs)
- Hyderabad (10hrs)
- Pune (18hrs)
- Mumbai/Delhi (24hrs)
Certified Experts & Accreditations
NABL ISO 17025
Globally accepted test reports
NADCAP Aerospace
ASTM E1444 compliance
ASNT Level III
Procedure approval & oversight
ISO9712 Level II
Certified inspectors (30+ yrs exp)
NAS410 Certified
Aerospace specialists
1500+ Clients
Zero failure incidents
Get Your MPT Testing Quote in 5 Minutes
Onsite Anywhere | Same-Day Reports | NABL Certified
📱 WhatsApp: +919844129439 | 📞 Call: +918041205245
Peenya Industrial Area Lab | Serving HAL, Siemens, GE Bangalore Since 2001
Magnetic Particle Testing Services in Bangalore
NABL ISO 17025 Accredited Lab | ASNT Level III & NADCAP Aerospace Specialized Lab
Fastest crack detection for welds, castings, forgings & aerospace components. Onsite MPT testing across India with same-day reports. Trusted by 1500+ clients since 2001.
WhatsApp Quote Now View ServicesWhy Choose Trinity NDT for Magnetic Particle Testing?
Onsite MPT Testing
- Peenya, Bangalore – 2hr response
- Hosur, Mysore – Same day service
- No shutdown required
- Portable yokes & prods
NABL Accredited Lab Testing
- ISO 17025 certified results
- 6000A bench units – Peenya Lab
- Fluorescent & non-fluorescent
- ASTM E1444 aerospace compliance
Local Case Study: 2024 A Customer Peenya Project – Detected 500+ critical cracks before assembly, saving ₹10 crore in Bangalore aerospace manufacturing.
MPT Testing Applications – Bangalore Industry Solutions
Weld Crack Detection
Peenya fabrication shops – AWS D1.1 inspection for pressure vessels, pipelines.
Casting & Forging Inspection
Bommasandra foundries – Steel castings, aluminum forgings verification.
Aerospace Component Testing
HAL/NAL Bangalore – NADCAP fluorescent MPT for engine parts, fasteners.
In-Service Equipment Inspection
Whitefield IT parks, Electronic City – Fatigue crack detection in machinery.
Fastener & Bolt Verification
Bangalore automotive OEMs – Batch testing of structural bolts.
Demagnetization Services
Peenya aerospace assembly – <3 gauss certification.
Advanced MPT Equipment & Techniques
Techniques Available
- Electromagnetic Yoke (AC/DC)
- Prod Technique (HWDC)
- Head/Coil Shot
- Cable Wrap
- Central Conductor
- Permanent Magnet
Current Types
- AC – Surface cracks
- HWDC – Subsurface detection
- FWDC – Deep penetration
- Max Capacity: 6000A
Standards Compliance: ASTM E709, ASTM E1444, ISO 9934, AWS D1.1, API 1104, NAS410
Service Areas – Fast Response Across India
Bangalore & Karnataka
- Peenya (2hrs)
- Hosur (2hrs)
- Mysore (3hrs)
- Tumkur (1.5hrs)
PAN India Coverage
- Chennai (6hrs)
- Hyderabad (10hrs)
- Pune (18hrs)
- Mumbai/Delhi (24hrs)
Certified Experts & Accreditations
NABL ISO 17025
Globally accepted test reports
NADCAP Aerospace
ASTM E1444 compliance
ASNT Level III
Procedure approval & oversight
ISO9712 Level II
Certified inspectors (30+ yrs exp)
NAS410 Certified
Aerospace specialists
1500+ Clients
Zero failure incidents
Get Your MPT Testing Quote in 5 Minutes
Onsite Anywhere | Same-Day Reports | NABL Certified
📱 WhatsApp: +919844129439 | 📞 Call: +918041205245
Peenya Industrial Area Lab | Serving HAL, Siemens, GE Bangalore Since 2001
Magnetic Particle Testing. Crack detection Services in Bangalore. NABL ISO17025 Accredited.
‘Trinity NDT WeldSolutions Pvt. Ltd – MPI Testing Lab‘ provides Magnetic Particle Inspection services in, around Bangalore. A reliable service provider for crack testing on steels. Known as ‘Magnaflux’ crack inspection, detects surface, subsurface cracks. Useful for Iron, nickel, cobalt alloys. NABL, Delhi accredited in India with wide scope of MPI testing. ASNT, ISO9712, NAS410 certified experienced technicians. Our aerospace MPI services are covered under NADCAP accreditation. We serve throughout India.
With international accreditation from NABL, NADCAP Aerospace, test results are reliable, accurate. Approved from Government agencies, defence organizations, OEMs, third party inspection agencies. Complete range of techniques to test fasteners, welds, castings, forgings, plates. Labs have wider scope for NABL accreditation. Check, download, NABL scope.
MPI techniques available at our NABL, NADCAP accredited NDT labs in Bangalore.
- Permanent Magnet,
- Electromagnetic Yoke,
- Head shot,
- Coil,
- Cable Wrap
- Magnetic Leach
- Central Conductor and
- Prod type.
Wet, fluorescent and non-fluorescent. MPI equipment with 3 types of current, AC, DC, HWDC. ASNT Level III approved procedures meets ASTM E1444 (Aerospace), ASTM E709, ISO9934 standards. Our NDT Level 2 Inspectors, even capable of testing as per AWS D1.1, API 1104, other specifications.
Serving Customers Pan India on MPI testing
Service location in and around Bangalore. Can mobilise our MPI team for clients in Hosur, Mysore, Tumakuru. Onsite weld inspection for cracks, performed using electromagnetic yokes, prods. NDT Level II Inspectors works at various project sites (on-site testing) across India.
Equipment, procedures and personnel qualifications meets ASTM E709 and ASTM E1444. Established in the year 2001, Trinity NDT is the largest independent NDT service lab for MPI testing in Bangalore, India. Equipment for measuring magnetic field strength (flux) in Gauss and Tesla. Expert personnel to perform De-magnetization to remove residual magnetism.
In-house ASNT and NAS410 Level III for magnetic particle inspection. Gives, consulting on procedure preparation and approval. Training, certification of personnel for MPI Level I, II as per SNT TC 1A and ISO9712 schemes.
If you need a reliable lab for magnetic particle testing services in Bangalore, ask for quotation. Serving 1500+ customers across India. Experience the fastest NDT services. Contact us today.
NABL, NADCAP Accredited.
MPI testing Lab in Bangalore.
A unique NABL accredited NDT lab for Magnetic Particle Inspection services. Equipped with stationery bench units, yokes, and prods. Serves within Peenya, Bangalore. Onsite crack testing services at customer’s works through out India. Certified MT Level II inspectors as per ASNT and ISO9712. Procedures approved from in-house ASNT NDT Level III. Facility for testing under NABL accreditation scope for ASTM E709, ASTM E1444, ISO9934 standards. With this we serve, Indian Defence, HAL, NAL, Siemens, GE and others since 2001.
Aerospace MPI testing services are NADCAP accredited. NDT Procedures are approved from NAS410 Level III as per ASTM E1444. Machines and inspectors deliver high standards of quality for aerospace critical inspections. The Accreditation ensures customers, supply materials worldwide without repeated tests, thus saving time, cost as well. Aerospace testing labs equipped with fluorescent wet particle techniques.
Employing ‘magnaflux’ make MPI powders, carrier oils, and test kits. Over 1500+ clients we serve today from our NABL accredited magnetic particle testing labs in Bangalore. Daily control checks conducted to assure accurate test results. An in-house ASNT NDT Level III, and NAS410 Level 3 diligently oversees each task.
With more than 20+ years of services to clients, we stand as the premier magnetic particle testing NDT agency in India. Contact us today. Experience our award winning MPI testing services. Choose our ‘WhatsApp’ route of messaging.
MPI Equipment, Techniques, Types of Currents
Our magnetic particle testing labs are ‘Magnaflux’ make MPI machines. Wide range of techniques to meet diverse customer needs. In-house ASNT Level III expert approves technique/s for each application. Considering customer requirements, size, geometry, quantity, sensitivity, and location of the component.
Onsite MPI testing services using electromagnetic Yokes. AC, DC current option. Prod equipment with AC, HWDC options used for casting and rough welds crack inspection services.
Bench stationery equipment with three types of currents, AC, HWDC and FWDC. Max.6000A capacity meets Aerospace Standard ASTM E1444, ASTM E709. Facility for steel bars, rods, machined parts, forgings, casted parts for automobile, aerospace. For MPI testing onsite, inside Petroleum refineries, mines for in-service inspection of mining equipment, we use ‘Permanent magnet technique’.
Dedicated NDT facilities for fluorescent, non-fluorescent MPI testing. ASNT, ISO9712, NAS410 Level II aerospace technicians perform testing under NDT Level III experts.

NDT Inspectors Qualifications, Certifications
Magnetic particle inspection services, conducted by only Level II certified inspectors. Our NDT inspectors for this services are well qualified and certified as per ASNT SNT TC 1A, ISO9712 standards. For aerospace customers inspectors certified as per NAS410. Experienced ASNT Level III, NAS410 Aerospace Level III for the preparing, approving NDT procedures.
Every MPI test process undergoes meticulous verification. Equipment calibration, NDT personnel certifications, inspector skills for testing, evaluation of examination results. Post completion, a detailed test report is prepared, specifying parameters. Upon approval from ASNT Level III released for customers. This transparent reporting instills confidence in the authenticity of our NDT services for our customers. If you look for professional third party quality services, call us.
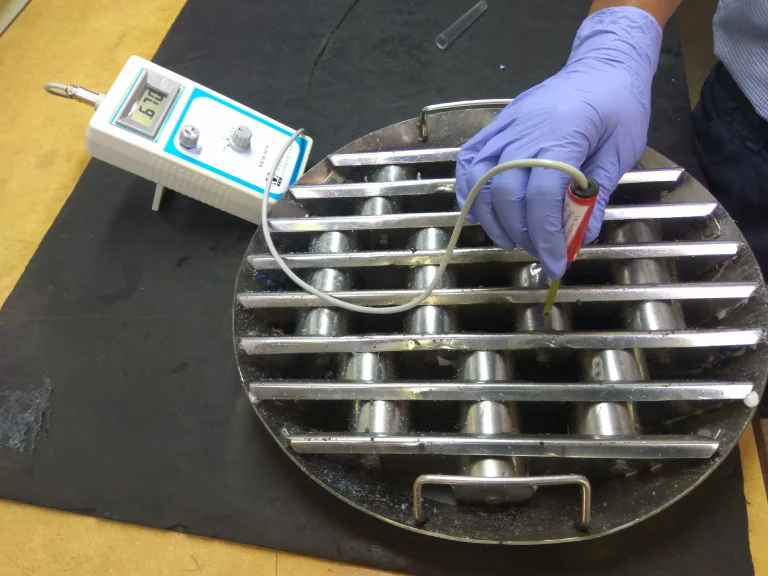
Magnetic Field Strength Testing for Gauss
Magnetic Field Strength is measured in ‘Gauss’ or ‘Tesla’. Here is the lab that measures magnetic field strength accurately. We have the facility equipped with digital gauss meter, Tesla meters. These equipment are accurate to meet international standards. It works on hall effect probe principle. Facility to read up to 10000 Gauss for powerful magnets. Can handle the component of any size at our labs.
Presently serving rice mills, pulse refining mills to check magnetic field strength of magnets used in segregation.
Contact us today to get our magnetic field measuring services. We report results in ‘Gauss’ or ‘Tesla’.
Demagnetization Services, NDT Lab in Bangalore

Parts retaining objectionable residual magnetism pose risk of failure. Particularly those integrated into aircraft assemblies, necessitating demagnetization. Typically, magnetic fields exceeding +3 gauss are deemed unacceptable for aerospace.
To reduce residual magnetism, demagnetization procedures are essential. Requiring equipment, residual gauss meters, and skilled inspectors. Our MPI labs in Bangalore, equipped with demagnetizers. Designed to reduce residual fields to acceptable levels. We assure we deliver your parts with less than +3 gauss verified using calibrated meters.
Learn more about our demagnetization solutions. A ‘Whatsapp’ message can help us to reach you.
Need MPI on painted and coated parts?
Magnetic particle inspection can even be used on painted, coated parts to detect cracks. International specifications allow up to 76 microns of non-conductive coating thickness. Maximum 25 micron of conductive coating such as Nickel or chromium is permitted. In any case, allowable thickness depends on specification agreed.
Before MPI testing, if coating thickness exceeds limits, it is essentially required to remove coatings. Else, NDT Level II shall demonstrate desired sensitivity without removing the paint or conductive coatings. Check applicable customer specification for this before testing.
Selecting Fluorescent, Non-fluorescent Techniques
Fluorescent magnetic particle testing detects finer flaws than non-fluorescent technique. Where higher sensitivity is desired, this technique is recommended. Less critical on-site inspections are performed using non-fluorescent powders using visible lights.
Fluorescent MPI technique needs, UV light, darkroom, accessories. Suitable for only for shop floor, ‘in-lab’ inspections. All Aerospace standards demand fluorescent MPI testing.
Choose Trinity NDT - MPI testing services
- NABL ISO17025 accredited lab. Globally acceptable test reports.
- Award Winning services team
- Calibrated equipment
- Amperage up to 6000A for large parts
- AC, HWDC, FWDC availability
- Prod Equipment
- Coils, solenoids, central conductors for hollow parts
- UV lights that meets ASTM E3022
- Inspectors with NAS410, ISO9712 and ASNT SNT-TC-1A
- In-house ASNT NDT Level III consulting experts.
- Skilled inspectors trained at our Magnetic Particle Testing courses.
- Super fast NDT services in Bangalore, onsite at plants across India.
- Sales of MPI Equipment. Yokes, prods, powders, carrier oils and consumables.
Our NDT Services & Consulting
Magnetic Particle Testing - A Guide
Principle

This method works on working principle of ‘magnetic flux leakage’. This method allows detect flux leakage due to flaws. Flux lines allowed to travel in ferro-magnetic materials using various techniques cited above. If there are cracks or other flaws, flux lines breaks and leakage field exists. If there is a leakage flux there could be a flaw. Apply Magnetic medium (dry or wet) while magnetizing so that medium forms an indication at the leakage area. Using suitable lighting such as fluorescent, indications are finally interpreted and evaluated.
The method needs qualified and certified MPI Level II inspectors to perform and interpret the results.Finally, Interpret and dispose the material. Sometimes based on application of part, de-magnetization may be necessary to remove residual magnetism.
Suitable for any magnetizable material such as Iron, Nickel and Cobalt alloys. Virtually, any thing that can conduct magnetic flux lines is a material for this testing. Except the above stated alloys, it is not suitable non ferrous materials such as Al, Cu, Mg and Austenitic stainless steels. MPI for ferritic and martensitic stainless steels is possible.
MPI testing applications
Magnetic particle testing is suitable to inspect castings, forgings and welds. In addition, the method is even acceptable for steels in as cast, as forged and as machined condition. Further, this gives satisfactory results during in-service inspection of shafts and gears to find fatigue cracks. Starting from bolts, and washers to giant ship structures, aerospace structures are easily tested using this method.
Procedure
- Prepare the part and clean the surface
- Dry the part, if needed
- Introduce magnetic field
- Apply the medium
- Allow the particles to accumulate
- Find the cause of indication and record
- Demagnetize if required
- Post clean and apply rust preventive oil.
Codes and Standards
There are various codes and standards in Magnetic particle testing. ASTM, ISO, BS and EN standards helps in developing NDT procedures.
Brief list of MPI testing standards:
- ASTM E709 – Standard Guide for Magnetic particle testing
- ASTM E1444 – standard practice for MPI used for Aerospace NDT applications
- ASTM A275 – Practice for Magnetic Particle Exam of Steel Forgings,
- ASTM A456 – Specification for Magnetic Particle Examination of Large Crankshaft Forgings
- Also NAL has released NDT specifications/procedures for Indian aerospace and defense
Comparision of Penetrant and Magnetic particle Inspection methods
Penetrant testing (PT) and magnetic particle inspection(MPI) are two different surface NDT methods. Though PT detect purely surface flaws, MPI can detect both surface and subsurface flaws. PT testing is suitable for any material that is non-porous where as MPI is only suitable for ferromagnetic materials. PT is time consuming and MPI is relatively quick method.
Pre-cleaning is vital step in PT, whereas it is NOT so important in MPI. Therefore, if the procedure allows, can be used on painted or coated parts as well. Both the methods are available in portable kits for site use. In both the methods, stationery machines are suitable for mass production component testing for high accuracy.
MPI Level I, II Training as per ASNT SNT TC 1A & ISO9712
Register now for our NDT & Welding Inspection courses. We offer NDT Level 2 courses from India’s best institute at Bangalore, India. Trinity NDT can also train and certify in other methods such as
- Eddy Current inspection,
- penetrant testing,
- Radiography testing,
- Radiography film interpretation and
- Visual testing .
To Check the fee, courses eligibility and training schedules. For latest updates and news about NDT developments visit Ravi Trinity NDT Blog